In the previous Shop Talk Blog post Understanding ISO 4406: The Basics we went over why cleanliness codes are important to you then talked about what the ISO 4406 digit codes represent. This time we're looking at how to use ISO 4406 to set and achieve cleanliness goals for your hydraulic systems.
Clean Hydraulic Fluid and Final Drive Motors
Before discussing ISO 4406 hydraulic cleanliness goals, let’s review why this is important from a final drive motor perspective.
As you already know, your drive motor provides the power you need to move on the job. If your final drives have issues, it affects your productivity and may point to problems elsewhere in your hydraulic system. Particle contamination, in particular, can accelerate how fast your final drives wear out, leading to expensive or even irreparable damage. And the cleaner your hydraulic fluid, the better your final drives will perform and the longer they will last.

Steps to Achieving ISO 4406 Cleanliness
Here are the steps to pursuing cleanliness goals
- Select an appropriate target ISO code.
- Obtain your equipment's current ISO particle counts.
- Investigate where the contamination is coming from.
- Implement industry best practices for cleanliness.
- Repeat 2 and 4 until the target value is reached.
- Maintain fluid cleanliness.
Now let's look at each of these steps individually.
Step #1: Select an appropriate target ISO code
Tables 1 and 2 provide suggested target cleanliness for various components within a hydraulic system.
Table 1. ISO 4406 Codes for Pumps and Valves
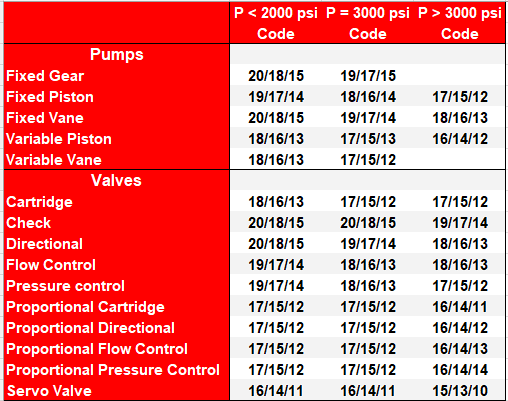
Table 2. ISO 4406 Codes for Bearings and Actuators
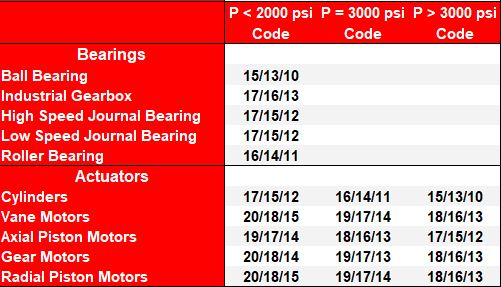
Let’s say your compact equipment hydraulic system relief is at 3,500 psi. It has a variable piston pump and a radial piston motor. Table 1 suggests that you should aim for 16/14/12 for the pump and 18/16/13 for the motor. Looking at Table 2, we know that journal bearings and roller bearings are used in the system. Let’s summarize what we have so far:
- Variable piston pump: 16/14/12
- Radial piston hydraulic motor: 18/16/13
- Roller bearing: 16/14/11
- Journal bearings: 17/15/12
At pressures greater than 3,000 psi, the most sensitive component would be a servo valve with a target ISO value of 15/13/10. Proportional values would be the second most sensitive, with 16/14/XX values.
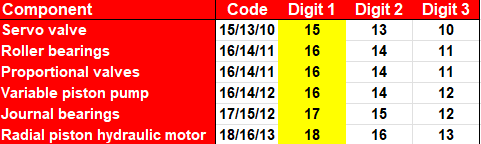
Let’s take what we know and put it in order:
In an ideal world, we’d aim for the most stringent code: 15/13/10 -- but real world applications require practical solutions. Aiming for that code would be cost prohibitive and unnecessary. To achieve that level of cleanliness, placing a filter upstream of critical servo valves or other components that require extremely stringent levels of cleanliness would be more effective. Also remember that these are suggestions, not hard and fast rules.
Looking at the numbers, most components of interest to us have a Digit 1 of 16. That would be a good starting place … and it seems like 16/14/11 or 16/14/12 would be a promising target.
Step #2: Obtain your equipment's current ISO particle counts.
To get some direction on achieving your cleanliness goal, you’ll need fluid analysis performed on a sample of your fluid. You can obtain those particle counts with the right equipment or send hydraulic fluid samples away for evaluation. Once you get the analysis back, you can see how well your current state compares to your target. You can often have your analysis performed by the equipment manufacturer, as is the case with companies like Bobcat and Caterpillar.
Step #3: Investigate where the contamination is coming from.
You’ll also need to track down the most likely sources of contamination. This article from Power and Motion is a great resource: Understanding Hydraulic Fluid Contamination. For particle contamination, here just a few of those soruces:
- Generated contamination
- New fluid that is already contaminated
- Leaking seals or hoses
- Work spaces and tools that are not clean
Step #4: Implement industry best practices for hydraulic cleanliness.
We’ll talk about this in the next blog post in this series. In the meantime, check out our blog post on Preventing Hydraulic Contamination Issues.
Step #5: Repeat 2 and 4 until the target value is reached.
Achieving the level of cleanliness you aim for won’t happen immediately, and there will be some trial and error until you discover what is practical for you and how to achieve it.
Step #6: Maintain fluid cleanliness.
Maintaining fluid cleanliness is essential to preventing contamination-related issues. Here are some strategies that can be employed to achieve and maintain the fluid cleanliness levels you need:
- Regular fluid filtration: Employ filtration systems to remove contaminants from the fluid during operation.
- Proper fluid storage and handling: Use clean containers and equipment for fluid storage and transfer to minimize contamination.
- Rigorous maintenance practices: Implement strict maintenance procedures to prevent leaks and ingress of contaminants during service activities.
Conclusion
At Texas Final Drive, we want your equipment to run smoothly and hydraulic contamination is one of the major hindrances to that. Contamination, if ignored, can destroy your final drive. Setting cleanliness targets is a great way to protect your entire hydraulic system and extend the life of your equipment and components. It can also prevent costly downtime and keep the performance of your system as a whole at optimum levels.

